





Informazioni di Base.
Descrizione del Prodotto

Rivestimento piastra in acciaio legato Cina rivestimento strato di rivestimento in CCO tubo e Montaggio
Il tubo di rivestimento HART Hardfacing Overlay è prodotto depositando materiali ricchi di cromo e resistenti all'abrasione sul tubo in acciaio dolce, utilizzando un processo di saldatura ad arco tradizionale. Il tubo è disponibile con passaggi di sovrapposizione doppi o multipli. E può essere fabbricato come transizioni quadrate-rotonde, gomiti, a T o a Y.
Il tubo di copertura con rivestimento rigido è progettato con elevate capacità di usura per lavorare in molte applicazioni: Miniere, cemento, sabbie bituminose, dragaggio, riciclaggio e produzione di acciaio.


[Specifiche tecniche di HART-PP-100 ]
Diametro esterno: 80-2000mm
2. Strato di rivestimento:
Lega di carbonio al cromo su base Fe(austenite)
Durezza apparente: >630HV
Durezza media: >55 HRC
Spessore strato: Da 3 a 30 mm
3. Processi di saldatura:
Saldatura avanzata con rivestimento interno o esterno in carburo di cromo.
4. Lega Descrizione:
Ferro austenitico al carburo di cromo (ferro bianco cromo)
5. Durezza carburo:
>1750 HV
6. Frazione in volume di carburo:
>30%
Composizione chimica:
Carbonio: 3-6%
Cromo: 18-34%
*le varie leghe da utilizzare dipendono da diverse condizioni operative e applicazioni.
| Spesso | C% | % CR | Mn% | Si% | HRC | |
| 3 su 3 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 su 4 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 su 5 | 3~4 | 18~22 | 0.5~1 | 0.5~1 | 58~60 | |
| 3 su N. | 3.5~4.5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | N>5 |
| 4 su N. | 3.5~4.5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 5 su N. | 4~6 | 23~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 6 su N. | 4~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 7 su N. | 4.5~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 8 su N. | 4.5~6 | 24~28 | 0.5~1.5 | 0.5~1 | 58~62 | |
| 9 su N. | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 10 su N. | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 11 su N. | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 12 su N. | 5~6 | 26~34 | 0.5~1.5 | 0.5~1 | 60~64 | |
| N su N. | 5~6 | 26~34 | 0.5~2 | 0.5~1 | 60~64 | N>12 |
8. Microstruttura:
Composto da un'elevata proporzione di carburi primari M7C3 estremamente duri ricchi di cromo dispersi in una matrice eutettica di austenite duttile.
Mantiene dal 30% al 50% dei carburi primari per garantire una buona resistenza all'usura e un legame omogeneo. 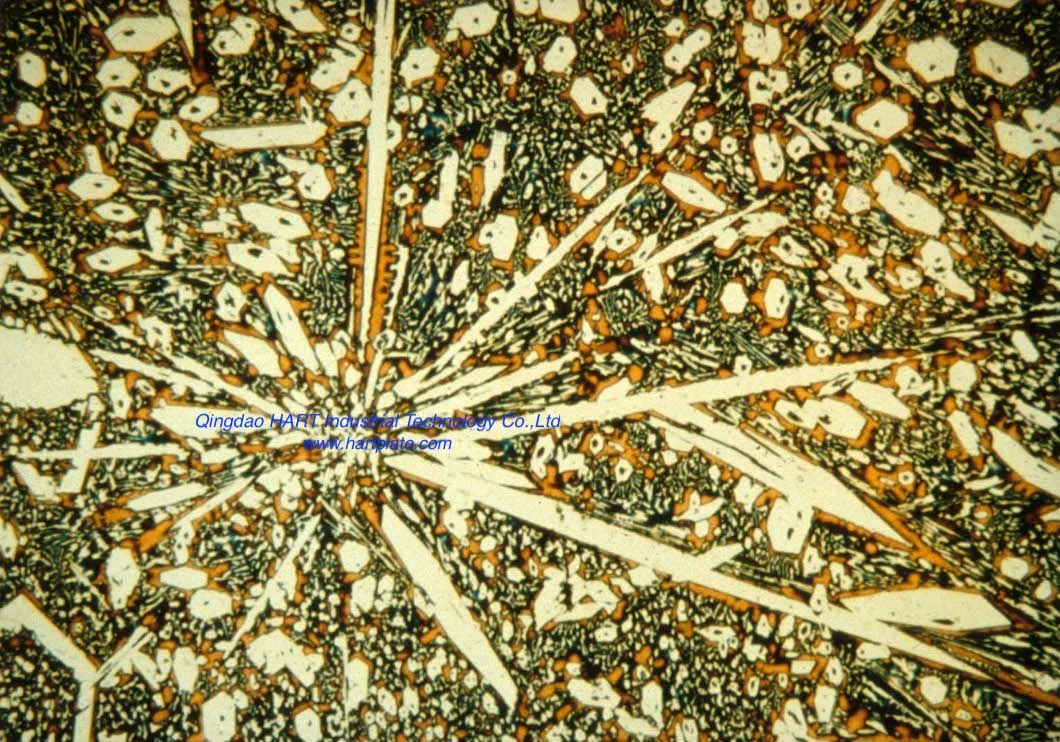
9. Applicazioni tipiche:
HART-PP-100 tubo è ampiamente utilizzato nel settore minerario, produzione di energia (carbone), cemento, dragaggio, produzione di acciaio, gestione dei rifiuti, produzione di vetro, industria della pasta e della carta. Alcune applicazioni specifiche includono:
| INDUSTRIA | APPLICAZIONI |
| Estrazione mineraria | Pompe di liquame, scivoli |
| Cemento | Pompe di liquame, scivoli |
| Dragaggio | Tubi e pompe di dragaggio, tubazioni di aspirazione, scarichi delle pompe |
| Acciaio | Tubazioni di aspirazione, scarichi di pompa, condotti dell'aria, tubi di iniezione di carbonio, tubazioni di aspirazione, trogoli |
| Riciclaggio | Vetro di coletto |



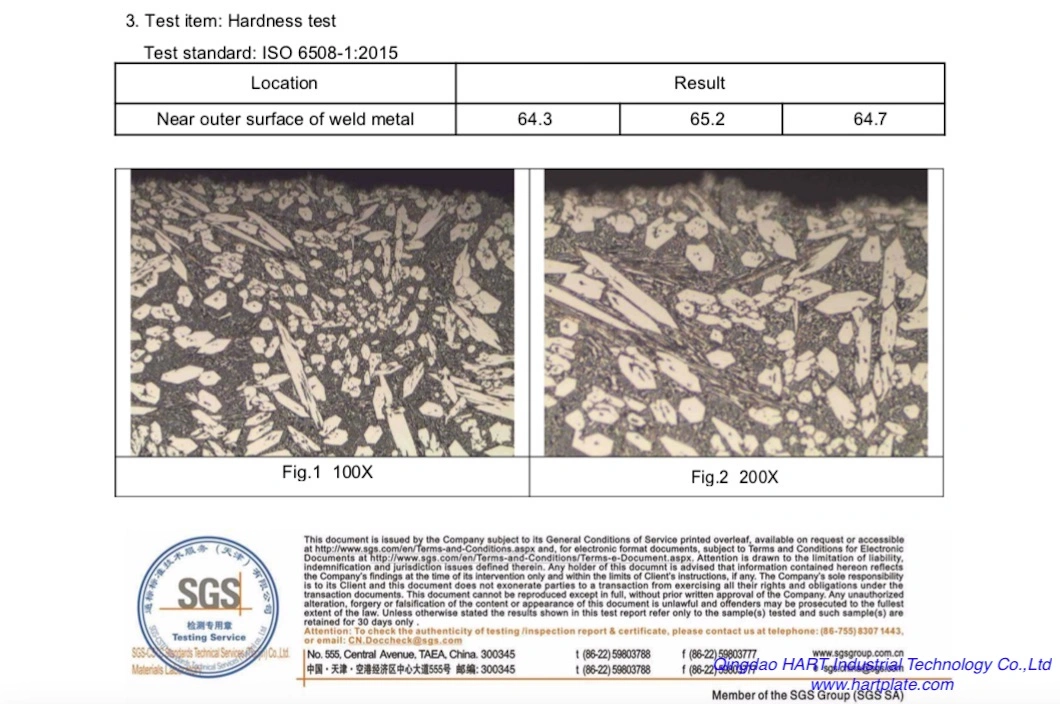
10. Proprietà di usura di HART-PP-100 (rapporto di prova ASTM G65 e SGS)
* ASTM G65 è un test standard che misura la resistenza all'abrasione a scorrimento utilizzando un'apparecchiatura per ruote in gomma/sabbia asciutta.
| LEGA HARDANDING | ASTM G65 -- PERDITA DI PESO | DUREZZA (RC) |
| 10+10-8 | 0.162 g/6000 giri | 64.7 |
| 10+10-4 | 0.183 g/6000 giri | 63.7 |
| 10+10-2 | 0.149 g/6000 giri | 64.0 |
11. Servizio
| SERVIZIO | DESCRIZIONE |
| Taglio | 1. Può essere tagliato mediante plasma, laser, getto d'acqua, sgorbia ad arco, e taglio abrasivo a sega; 2. Non può essere tagliato da ossi-combustibile. |
| Saldatura | 1. Utilizzare un materiale di consumo da 480 MPa (70 ksi) o 560 MPa (80 ksi) per unire il metallo base; 2. Dopo la saldatura, il giunto deve essere chiuso con una copertura per proteggere dall'usura. |
| Lavorazione | 1. Non lavorabili con metodi convenzionali; 2. Può essere rifinita solo mediante rettifica; 3. I fori svasati possono essere realizzati con precisione mediante EDM (Electrical Discharge Machining). |
| Formazione | 1. Comunemente formati con sovrapposizione all'interno; 2. Per tubi con diametri inferiori a 0,6 m (24"), si consiglia di utilizzare tubi tempianti anziché tubi fabbricati con piastra di rivestimento. |
| Foratura | 1. Durante la foratura, la distanza tra due fori deve essere di almeno 15 mm (5/8''); in caso contrario, la paratia potrebbe non essere sufficientemente robusta e potrebbe rompersi; 2. Il diametro minimo dei fori deve essere uguale allo spessore delle piastre. Per le piastre più spesse con uno spessore totale superiore a 20 mm (3/4''), il diametro minimo deve essere 1.5 volte lo spessore della piastra. |
12. Test e controllo di qualità
Abbiamo documentato come vengono testate le proprietà del prodotto per garantire che le piastre di sovrapposizione soddisfino le proprietà del prodotto specificate. Inclusa la documentazione sul sistema di qualità di 3D party se la calibrazione e il test vengono eseguiti da 3D party. 
13. Imballaggio e caricamento 